جناب پترام میشه بادست بنویسم ؟
با پاورمیل نتونستم
سلام
دستی نوشتن برنامه فایدهی نداره ،
مهم عملیات ماشینکاری با نرم افزار هستش و گرفتن برنامه خروجی بدون ایراد .
جناب پترام میشه بادست بنویسم ؟
با پاورمیل نتونستم
سلام
کسی اطلاعاتی راجع به نرم افزارهای ذیل داره :
powermill
surfcam
mastercam
catia
proengineering
ممنون میشم هرکس هر اطلاعاتی در مورد این نرم افزارها داره به من منتقل کنه .
سلامسلام دوستان
یه فرز cnc با کنترل SIEMMENSدارم که محور چهارمش کار نمیکنه الارمی که میده 700636 هست نتونستم پیداش کنم
کسی از دوستان هست که بتونه کمکم کنه ؟
ممنون میشم
https://rapidshare.com/files/3209465900/90_degree_head_programing_in_MC.rar
Password: AFROUZ-E
سلام
سیستم کنترل چی هست؟
802d?
متن الارمش رو هم بنویس
یک سوال هم از پاورمیل بلدها:
در استراتژی های پرداخت Corner مانند Corner Pencil Finishing، نقش گزینه ی Detection Limit چیست؟
سلاممن مسترکم کار نکردم. این ویدیو دقیقاً نشون می ده که در X4 چه طور می شه با right angle head برنامه گرفت. می توان مستقیم ابزار را براش تعریف کرد. این قابلیتی است که در پاورمیل وجود نداره.
البته من این مساله رو با تغییر IP در انجمن پاورمیل مطرح کردم. چیزی که روشن هست، این هست که با پاورمیل هم می شه برنامه گرفت اما لم خودش رو داره. متاسفانه تا این لحظه کسی حاضر نشده پروژه در اختیار من بذاره. اگر هم بیشتر پافشاری کنم متوجه می شوند که من با نرم افزار کرک شده کار می کنم: (( جناب ورشاوی جواب DanMcDan رو بخوانید شاید با کمک هم تونستیم برنامه اش رو بگیریم.کد:https://rapidshare.com/files/3209465900/90_degree_head_programing_in_MC.rar Password: AFROUZ-E
جناب پترام، ممنون می شم به چند سوال با ربط و بی ربط من جواب بدید.
1. در مورد right angle head، شما جبران طول Z ابزار و جبران شعاعی ابزار رو معمولاً در برنامه لحاظ می کنید یا در کنترل پنل دستگاه؟ و برای به دست آوردن دقت بالا چه طور این مقادیر رو محاسبه می کنید؟
2. یک درجه بندی دور right angle head هست. چه استفاده ای ازش می شه؟
3. شما مقادیر Cutting Data مثل فید و سرعت اسپیندل و step down و... رو با کاتالوگ ابزار تعیین می کنید یا بر حسب تجربه؟ چون من از زبون یکی دو تا خارجی شنیدم که بسیار به کتابچه وابسته هستند.
یک سوال هم از پاورمیل بلدها:
در استراتژی های پرداخت Corner مانند Corner Pencil Finishing، نقش گزینه ی Detection Limit چیست؟
محدوده اش 5 تا 176 هست اما منظورتون از Flat Angle دقیقاً چیه؟ زاویه ای که دو سطح بر Corner با هم می سازند؟
این جا رو بخونید آقا مجتبی. کلکش 20 هست ولی من متوجه راهش نمی شم.
سلاممرسی جناب پترام، کلیپ های جالبی بودند و البته برای من مبهم. لطف می کنید اسم دستگاه و اتفاقاتی که تو فیلم افتاد و یا کلاً طرز کارش رو کامل بگین؟ و این که به جز طول z یک ابزار، مقدار جبران شعاعی angle head رو هم با همین دستگاه می شه اندازه گرفت؟
https://rapidshare.com/files/4116977812/PLUNGE_MACHINING_GUIDELINES.rar
Password: AFROUZ-EسلامPlunge Machining نیاز به ابزار و دستگاه خاص داره و در ایران فکر نمی کنم کسی با چنین روشی تا به حال برنامه گرفته باشه. این فایل که درباره ی Plunge Machining هست رو پس از نامه نگاری با یک اپراتور دانمارکی به دست آوردم و برای اولین بار هست که در سطح اینترنت عمومی می شود.
کد:https://rapidshare.com/files/4116977812/PLUNGE_MACHINING_GUIDELINES.rar Password: AFROUZ-E
جناب پترام، ممنون می شم اگر هر نوع اطلاعاتی از این نوع روش خشن کاری (ممکن هست در مسترکم با نام دیگری باشد یا اصلاً نباشد) داشته باشید با هامون درمیون بذارید؟
سلامسلام به دوستان و جناب پترام.
1. روی پست نویسی چند محور می خوام کار کنم، مطالبی دارم ولی برای فهم بهتر، به یک راهنمای PDF دستگاه 5 محور نیاز دارم (فرقی نمی کند TT یا TH یا HH باشد). مثلاً مشخصات Kinematics و Inverse Time و...
2. ماشین های CNC، حالات مختلف Coolant ممکن هست داشته باشند. تفاوت این ها در چیست؟ Double، Mist، Vacuum، Through و Flood.
بسیار سپاسگزارم.
سلام دوستان
یه فرز cnc با کنترل SIEMMENSدارم که محور چهارمش کار نمیکنه الارمی که میده 700636 هست نتونستم پیداش کنم
کسی از دوستان هست که بتونه کمکم کنه ؟
ممنون میشم
باید ببینی که نرم افزارت برنامه نویسی نقطه ای انجام میده یا نه و گمان نکنم روشی که شما انجام دادی درست باشه .
نقطه شروع را نزدیک محل تعویض ابزار گرفتم و نقطه پایان هم همون جایی که ابزار کارش تمام میشه .
با مستر کم هم میشه طوری این کارو کرد که ابزار قطعه را دور بزنه و به نقطه اول برگرده ، ولی چون دستگاه پنج محور باید ابزار را در نقطه اطمینان پارک کرد .
برای شبیه سازی هم ما از مسترکم استفاده میکنیم .
خودم هم سالهات که با پاورمیل دیگه کار نکردم و نمیدونم که این کارو انجام میده یا نه ، باید اینو از آقای ورشادی بپرسیم ،
آقا مجتبی پاورمیل اینکارو میکنه یا نه ؟
پانزده محور - 15Axisیک سوال از اساتید دارم .
با توجه به ساختار متفاوت cnc های بیش از 3 محور مثلا در یکی ابزار حول محور ها می چرخه و در دیگری قطه کار یا مثلا در یکی چرخش حول محور ها 360 درجه است و در دیگر محدود .
آیا مستر کم توانایی کار با همه cnc های بالا را داره ؟ و تعداد محورهای که ساپرت میکنه چند تا است . مثلا 10 محور را ساپرت میکنه ؟
آقای افروز ، من با همه نرم افزار های دنیا کار نکردم که بتونم با هم مقایسشون بکنم و بگم در چه زمینهایی مشکل دارن .آقا پترام، حالا منظورتون از برنامه نویسی نقطه ای رو متوجه شدم. بله، روشی که من انجام دادم یک روش اصولی نیست. یک جورایی حقه هست که برای کارهای متفاوت و پیچیده کاربردی نداره. پاورمیل هم قابلیت برنامه نویسی نقطه ای نداره.
به خاطر تعریف های ناخوشایندی که از مسترکم شنیده بودم، من دید خوبی نسبت به این نرم افزار نداشتم ولی به خاطر دو مثال اخیر شما (استفاده از angle head و برنامه نویسی نقطه ای) دارم وسوسه می شم که این نرم افزار رو سر فرصت یاد بگیرم. منتها من در جایی خوندم که برای ماشین کاری 5محور هم زمان مثل Impeller زنی، نرم افزار HyperMILL حرف اول رو می زنه. تجربه تون از استفاده از مسترکم برای ماشین کاری چندمحور هم زمان چیست؟ و کلاً مسترکم در چه زمینه هایی ضعف داره؟ ممنونم.
آقای افروز ، من با همه نرم افزار های دنیا کار نکردم که بتونم با هم مقایسشون بکنم و بگم در چه زمینهایی مشکل دارن .
تجربه خودم هم از مستر کم برای ماشینکاری هم زمانی خوبه ولی اینو مطمئن هستم که مستر کم حرف اول را میزنه و ۱۶۷۰۰۰ مشتری در دنیا داره .
مستر کم additional product های زیادی داره که اکثرشون باید جداگانه خریداری بشن .
Ok بگذریم .
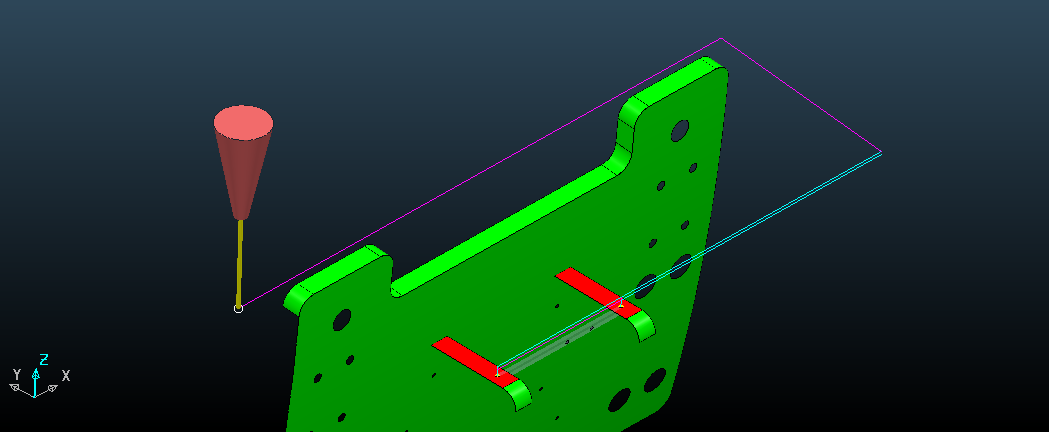
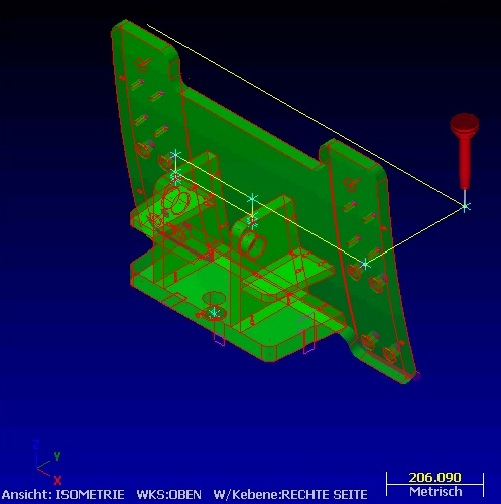
بیاد روی این قطعه کار کنیم ، باز هم یک فایل IGS آپلود کردم که جنسش از آلومینیوم بلوک اولیه اش هم 90*42*60 هستش .
فقط باید خشن کاری بشه و 0,2mm هم برای صیقل کارش در نظر بگیرید ،
مخروطی را که با رنگ بنفش روشو بستم احتیاج به ماشینکاری نداره ، دو سه تا تصویر هم از مرحله خشن کاری که با نرم افزارتون انجام میدین بردارین
تا من هم بتونم ببینم که چه کار کردین .
آقا مجتبی شما این کارو حتما انجام بده ،چون عکسهای کارگاهتون را دیدم تجربه خوبی براتون میشه ،
| Thread starter | عنوان | تالار | پاسخ ها | تاریخ |
|---|---|---|---|---|
|
|
تایپیک مرجع قالب سازی(آموزش و رفع اشکال) | ساخت و تولید | 208 | |
|
|
تایپیک مطالب ویژه تالار ساخت و تولید | ساخت و تولید | 94 | |
| 1 | درخواست مرجع | ساخت و تولید | 0 | |
| M | سلام دوستان کتابای مرجع برای درس ساخت چیه؟ | ساخت و تولید | 0 | |
| A | بهترین مرجع NDT | ساخت و تولید | 0 |