ریختهگری
ریختهگری عبارت از شکل دادن فلزات و آلیاژها از طریق ذوب ، ریختن مذاب در محفظه ای به نام قالب و آنگاه سرد کردن و انجماد آن مطابق شکل محفظه قالب میباشد. این روش ، قدیمیترین فرآیند شناخته شده برای بدست آوردن شکل مطلوب فلزات است. اولین کورههای ریختهگری خاک رس ساخته شده است که لایههایی از مس و چوب به تناوب در آن چیده میشد و برای هوادادن از دم (فوتک) بزرگی استفاده میکردند. بسیاری از قالبهای اولیه نیز از خاک رس ، خاک نسوز ، ماسه و سنگ تهیه میشد.
شواهدی در دست است که چینیها در حدود 700 سال قبل از میلاد به ریختهگری آهن مبادرت ورزیدند. ولی یافتن قطعات ریخته شده از خرابههای شهر حسنلو در آذربایجان شرقی نشان دهنده توسعه این فن در سال 900 قبل از میلاد در ایران بوده است.
ریختهگری هم علم است و هم فن ، هم هنر است و هم صنعت. به میزانی که ریختهگری از حیث علمی پیشرفت میکند، ولی در عمل هنوز تجربه ، سلیقه و هنر قالبساز و ریختهگر است که تضمینکننده تهیه قطعه ای سالم و بدون عیب میباشد. این فن از اساسیترین روشهای تولید است، زیرا حدود 50 درصد وزنی کل قطعات ماشینآلات به این طریقه ساخته میشوند.
برای ریختهگری ، از فولاد و چدنها (فلزات آهنی) ، برنزها ، برنجها ، آلیاژهای آلومینیم و منیزیم و آلیاژهای منیزیم و روی (فلزات غیر آهنی) بهعنوان مهمترین فلزات ریختهگری استفاده میشود. معمولا روشهای ریختهگری را به نام ماده سازنده قالب اسمگذاری میکنند، مانند ریختهگری در ماسه که جنس قالب آن ، ماسه است. مهمترین روشهای ریختهگری عبارتند از:
متالوژی پودر
با آنکه از نظر تاریخی ، متالوژی پودر از قدیمیترین روشهای شکل دادن فلزات میباشد، اما تولید در مقیاس تجارتی با این روش ، از جدیدترین راههای تولید قطعات فلزی است. در دوران باستان ، از روشهای متالوژی پودر برای شکل دادن فلزاتی با نقطه ذوب بالاتر از آنچه در آن زمان میتوانستند بوجود آورند، استفاده میکردند. اولین بار در اوایل قرن نوزدهم بود که پودر فلزات با روشی مشابه آنچه امروزه بکار میرود، با متراکم نمودن بهصورت یکپارچه در آورده شد.
متالوژی پودر (متالوژی گرد) ، فرآیند قالبگیری قطعات فلزی از پودر در فلز (یا مخلوط پودر فلزات) توسط اعمال فشارهای بالا میباشد. پس از عمل فشردن و تراکم پودرهای فلزی ، عمل تف جوشی (سینتر کردن) در دمای بالا در یک اتمسفر کنترل شده ( گاز هیدروژن ، ازت ، هلیم ) انجام میگیرد که در آن ، فلز متراکم ، جوش خورده ، بهصورت ساختمان همگن محکمی پیوند میخورد.
از جمله قطعاتی که بوسیله متالوژی پودر تولید میشوند، میتوان به ابزار برش ، قطعات اتومبیل و قطعاتی در وسایل خانگی نظیر ماشین لباسشویی ، کمپرسور یخچال و کولر ، تلویزیون ، ضبط وصوت و غیره اشاره نمود. امروزه موارد استمعال اصلی متالوژی پودر را به پنج قسمت تقسیم میکنند:
در فرآیند شکل دادن ، روشهای مختلفی برای تهیه محصول بهصورت شکل نهایی بکار برده میشوند. این روشها شامل نورد ، آهنگری ، اکستروژن ، کشیدن ، پرسکاری ، چرخشی ، چرخشی برشی ، انفجاری ، الکترومغناطیسی ، الکتروهیدرولیکی و غیره میباشند که برخی از مهمترین این روشها در زیر بررسی میگردند.
نورد کاری (غلتک کاری)
قسمت اعظم فولادی که در کارخانههای فولادسازی بهصورت شمش تهیه میگردد، توسط دستگاههای نورد به ورق ، تیرآهن ، تسمههای فولادی ، ریل ، انواع پروفیل ، لوله و سیم تبدیل میشود. دستگاه نورد بطور ساده و ابتدایی از دو غلتک استوانهای که روی هم قرار گرفتهاند، تشکیل شده است. استوانههای مذکور بوسیله موتورها در جهت عکس یکدیگر حرکت دورانی نموده ، بدین ترتیب اگر شمش بین آنها هدایت گردد، استوانهها آن را گرفته و از شکاف بین خود عبور میدهند.
در اثر این عمل ، جسم پهن و طویل میشود. با انجام این عمل به دفعات و نزدیکتر کردن استوانهها به یکدیگر ، سیم پهن تر ، نازکتر و طویلتر خواهد شد. محصولات نورد شامل میل گرد ، میل چهار و گوش ، تسمه باریک ، تیرآهن ، ناودانی ، ریل ، ورق و صفحههای فولادی با ضخامتهای متفاوت ، لولههای بدون درز و با درز و با مقاطع دایرهای ، بیضی و چندضلعی میباشند.
آهنگری (پتککاری)
عملیات آهنگری توسط ضربه چکش یا دستگاه پرس انجام میپذیرد. این روش ، شامل کار بر روی فلز توسط چکشکاری یا پرسکاری تا حصول شکل نهایی با قالب یا بدون قالب است. چکشکاری به دو روش دستی و ماشینی قابل انجام است که امروزه اکثرا چکشهای ماشینی بکار گرفته میشوند. این چکشها با بخار یا هوای فشرده کار میکنند و با اعمال ضربههای سنگین ، چکشکاری قطعات را انجام میدهند.
برای ساخت قطعاتی چون محور کشتیها ، میللنگها ، لولههای توپ ، دیگهای بخار و غیره توسط پرسکاری تهیه میگردند. امروزه برای خم کردن وشکل دادن ورق در صنایع کشتیسازی و ماشینسازی نیز از پرس استفاده میشود.
اکستروژن (حدیده کاری)
اکستروژن ، فرآیندی است که بوسیله آن میتوان قطعات و اشکالی را تولید نمود که تقریبا با هر روش ساخت دیگری غیر ممکن میباشد. در این روش ، فلز را تحت تاثیر نیروی زیاد وارد قالبی نموده ، به شکل مورد نظر (نظیر لوله ، سیم و مقاطع مخصوص) بیرون میآورند. آلومینیوم ، سرب ، روی ، قلع و برخی از فولادها از جمله موادی هستند که تحت فرآیند اکستروژن قرار میگیرند.
کشیدن
کشیدن ، عبارت است از امتداد دادن و کشیدن ورق برای تولید اشکال با سطوح مختلف. در این روش ، ورق فلزی حداقل در یک جهت فشرده میشود. این فرآیند میتواند بهصورت کشیدن قطعه از درون قالب (بر خلاف روش اکستروژن) انجام پذیرد و قطعاتی نظیر لولههای بدون درز ، قطعات سقف اتومبیل ، پوکههای فشنگ ، ظروف حلبی و ماهیتابهها به این روش تهیه میشوند.

جوشکاری
بطور کلی ، جوشکاری عمل اتصالات دادن قطعات فلزی به یکدیگر توسط گرم کردن محلهای تماس تا حالت ذوب یا خمیری است که اتمهای هر دو قطعه فلز در منطقه جوش در هم نفوذ کرده ، پس از سرد شدن اتصال محکم ایجاد مینمایند.
برای ایجاد حالت ذوب یا خمیری ، انرژیهای الکتریکی و شیمیایی بهعنوان منابع حرارت بکار برده میشوند.
برای تامین این انرژیها از ژنراتور یا اشتعال مخلوطی از گازهای سوختنی نظیر استیلن ، هیدروژن ، گازهای طبیعی ، بخار بنزین ، بنزول و اکسیژن استفاده میگردد. بسته به نوع جوشکاری ، به ابزار دیگری نظیر الکترود ، انبر جوشکاری ، ماسک ، مشعل ، کپسول گاز ، میز کار ، پردههای حفاظتی و غیره نیاز میباشد. الکترود ، مفتول فلزی میباشد که جنس آن به نوع فلز جوشدادنی بستگی دارد.
اطراف این مفتول ، از ترکیبات شیمیایی مختلف پوشیده شده است تا از نفوذ اکسیژن ، ازت ، هیدروژن به منطقه ذوب یا خمیری جلوگیری کنند. فلزات مصرفی در الکترودها عموما انواع فولادها ، چدنها و فلزات غیر آهنی مانند مس ، برنج ، برنز و آلومینیم میباشند. جوشکاری و لحیمکاری از هنرهای قدیمی محسوب میشوند و در زمانهای گذشته توسط رومیان برای اتصال ذرات طلا در زیور آلات بکار گرفته میشدند.
امروزه روشهای جوشکاری متعددی در صنعت بکار برده میشود که به چهار گروه جوشکاری فشاری ، جوشکاری ذوبی ، جوشکاری زرد و لحیمکاری تقسیم میشوند. برخی از مهمترین این روشها عبارتند از: جوش با قوس الکتریکی ، جوش گاز ، جوش آهنگری ، جوش القایی ، جوش مقاومتی ، جوش سیلانی و لحیم سخت و نرم.
ماشینکاری
فرآیند ماشینکاری عبارت از شکل دادن مواد توسط تراوش و برش میباشد. این عمل بوسیله ابزارها و ماشینهای تراوش و برش انجام میگیرد. مقدار قشری که از قطعه اولیه برداشته میشود تا قطعه صیقلی و نهایی ایجاد گردد، اصطلاحا تراوش خور مینامند. بهمنظور رعایت مسائل اقتصادی ، مقدار تراوش خور باید حداقل باشد تا مصرف فلز و هزینههای تراشکاری کاهش یابد.
در برشکاری (قیچیکاری) نیز برای برش و جدا کردن فلز از دو نیروی متقابل استفاده میشود. این نیروها ، توسط دو تیغه (با فاصله از یکدیگر) اعمال میشوند که با نیروی کافی موجب از همگسیختگی و شکسته شدن فلز میگردند. در ماشینکاری قطعات ، بر حسب نوع کار از ماشینهای تراوش ، فرز ، مته صفحه تراش ، کلهزنی ، سنگ زنی ، تیز کاری و سوراخکن استفاده میشود که معمولا این قطعات ، خود محصول فرآیندهای ریختهگری ، آهنگری ، نورد و غیره میباشند.
ماشینکاری فلز با وسایل تخلیه الکتریکی پر فرکانس نیز فرآِیند نسبتا جدید است که به میزان وسیعی بکار گرفته میشود. این روش ، برای ماشینکاری اشکال پیچیده و بریدن مقاطع نازک از نیمههادیها و آلیاژهای وسایل فضایی بکار میرود.
سخن آخر
با جمع بندی مطالب ذکر شده میتوان چنین نتیجه گرفت که تقریبا غیر ممکن است تصور کنیم هر شیئی که در زندگی روزمره بکار میبریم، حاوی فلز نبوده ، یا نیازی به فلز برای ساخت و تولید آن نباشد. کلیه اشکال حمل و نقل ، شامل اتومبیل ، کشتی ، هواپیما و قطار برای حرکت فلزات یا اجزا فلزی نیازمند میباشند و تقریبا همه چیز از آسمانخراشها ، ابزارها ، ماشینآلات و غیره تا توزیع الکتریسیته به فلزات وابسته است. بهعبارت دیگر ، امروزه متالوژی در کلیه صنایع نقش ایفا میکند. لذا برای پیشرفت در تمامی صنایع ، کسب دانش وسیع و عمیقی از مواد ، فرآیندها و ابزارهای لازم برای تبدیل مواد به محصولات تمام شده ، ضروری است.
ریختهگری عبارت از شکل دادن فلزات و آلیاژها از طریق ذوب ، ریختن مذاب در محفظه ای به نام قالب و آنگاه سرد کردن و انجماد آن مطابق شکل محفظه قالب میباشد. این روش ، قدیمیترین فرآیند شناخته شده برای بدست آوردن شکل مطلوب فلزات است. اولین کورههای ریختهگری خاک رس ساخته شده است که لایههایی از مس و چوب به تناوب در آن چیده میشد و برای هوادادن از دم (فوتک) بزرگی استفاده میکردند. بسیاری از قالبهای اولیه نیز از خاک رس ، خاک نسوز ، ماسه و سنگ تهیه میشد.
شواهدی در دست است که چینیها در حدود 700 سال قبل از میلاد به ریختهگری آهن مبادرت ورزیدند. ولی یافتن قطعات ریخته شده از خرابههای شهر حسنلو در آذربایجان شرقی نشان دهنده توسعه این فن در سال 900 قبل از میلاد در ایران بوده است.
ریختهگری هم علم است و هم فن ، هم هنر است و هم صنعت. به میزانی که ریختهگری از حیث علمی پیشرفت میکند، ولی در عمل هنوز تجربه ، سلیقه و هنر قالبساز و ریختهگر است که تضمینکننده تهیه قطعه ای سالم و بدون عیب میباشد. این فن از اساسیترین روشهای تولید است، زیرا حدود 50 درصد وزنی کل قطعات ماشینآلات به این طریقه ساخته میشوند.
برای ریختهگری ، از فولاد و چدنها (فلزات آهنی) ، برنزها ، برنجها ، آلیاژهای آلومینیم و منیزیم و آلیاژهای منیزیم و روی (فلزات غیر آهنی) بهعنوان مهمترین فلزات ریختهگری استفاده میشود. معمولا روشهای ریختهگری را به نام ماده سازنده قالب اسمگذاری میکنند، مانند ریختهگری در ماسه که جنس قالب آن ، ماسه است. مهمترین روشهای ریختهگری عبارتند از:
- ریختهگری در قالبهای موقت شامل ریختهگری در ماسه و در قالبهای پوستهای
- ریخته گری در قالبهای دائمی شامل ریختهگری در قالبهای فلزی به روش گریز از مرکز
متالوژی پودر
با آنکه از نظر تاریخی ، متالوژی پودر از قدیمیترین روشهای شکل دادن فلزات میباشد، اما تولید در مقیاس تجارتی با این روش ، از جدیدترین راههای تولید قطعات فلزی است. در دوران باستان ، از روشهای متالوژی پودر برای شکل دادن فلزاتی با نقطه ذوب بالاتر از آنچه در آن زمان میتوانستند بوجود آورند، استفاده میکردند. اولین بار در اوایل قرن نوزدهم بود که پودر فلزات با روشی مشابه آنچه امروزه بکار میرود، با متراکم نمودن بهصورت یکپارچه در آورده شد.
متالوژی پودر (متالوژی گرد) ، فرآیند قالبگیری قطعات فلزی از پودر در فلز (یا مخلوط پودر فلزات) توسط اعمال فشارهای بالا میباشد. پس از عمل فشردن و تراکم پودرهای فلزی ، عمل تف جوشی (سینتر کردن) در دمای بالا در یک اتمسفر کنترل شده ( گاز هیدروژن ، ازت ، هلیم ) انجام میگیرد که در آن ، فلز متراکم ، جوش خورده ، بهصورت ساختمان همگن محکمی پیوند میخورد.
از جمله قطعاتی که بوسیله متالوژی پودر تولید میشوند، میتوان به ابزار برش ، قطعات اتومبیل و قطعاتی در وسایل خانگی نظیر ماشین لباسشویی ، کمپرسور یخچال و کولر ، تلویزیون ، ضبط وصوت و غیره اشاره نمود. امروزه موارد استمعال اصلی متالوژی پودر را به پنج قسمت تقسیم میکنند:
- آلیاژ کردن فلزهای غیر قابل آلیاژ ، مثلا ساخت نقاط اتصال و جاروبکهای موتور از پودرهای مس و گرافیت در صنعت برق
- ترکیب کردن فلزها و غیر فلزها ، نظیر مواد اصطکاکی ساخته شده از مس ، آهن و آزبست
- ترکیب کردن فلزهای دارای نقطه ذوب بالا با یکدیگر برای ریخته گری ، نظیر تنگستن ، تانتالیم و مولیبدن
- ساخت قطعات فلزی با خواص عالی ، نظیر یاتاقانهای خود روانکار که بهعلت وجود شبکه ای از خلل و فرج پیوسته (توسط روغن پر شده در آنها) به خودی خود روغنکاری میشوند
- تولید قطعات ظریف و دقیق ، نظیر بوشها ، بادامکها و چرخ دنده ها
در فرآیند شکل دادن ، روشهای مختلفی برای تهیه محصول بهصورت شکل نهایی بکار برده میشوند. این روشها شامل نورد ، آهنگری ، اکستروژن ، کشیدن ، پرسکاری ، چرخشی ، چرخشی برشی ، انفجاری ، الکترومغناطیسی ، الکتروهیدرولیکی و غیره میباشند که برخی از مهمترین این روشها در زیر بررسی میگردند.
نورد کاری (غلتک کاری)
قسمت اعظم فولادی که در کارخانههای فولادسازی بهصورت شمش تهیه میگردد، توسط دستگاههای نورد به ورق ، تیرآهن ، تسمههای فولادی ، ریل ، انواع پروفیل ، لوله و سیم تبدیل میشود. دستگاه نورد بطور ساده و ابتدایی از دو غلتک استوانهای که روی هم قرار گرفتهاند، تشکیل شده است. استوانههای مذکور بوسیله موتورها در جهت عکس یکدیگر حرکت دورانی نموده ، بدین ترتیب اگر شمش بین آنها هدایت گردد، استوانهها آن را گرفته و از شکاف بین خود عبور میدهند.
در اثر این عمل ، جسم پهن و طویل میشود. با انجام این عمل به دفعات و نزدیکتر کردن استوانهها به یکدیگر ، سیم پهن تر ، نازکتر و طویلتر خواهد شد. محصولات نورد شامل میل گرد ، میل چهار و گوش ، تسمه باریک ، تیرآهن ، ناودانی ، ریل ، ورق و صفحههای فولادی با ضخامتهای متفاوت ، لولههای بدون درز و با درز و با مقاطع دایرهای ، بیضی و چندضلعی میباشند.
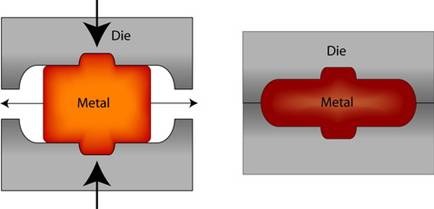
آهنگری (پتککاری)
عملیات آهنگری توسط ضربه چکش یا دستگاه پرس انجام میپذیرد. این روش ، شامل کار بر روی فلز توسط چکشکاری یا پرسکاری تا حصول شکل نهایی با قالب یا بدون قالب است. چکشکاری به دو روش دستی و ماشینی قابل انجام است که امروزه اکثرا چکشهای ماشینی بکار گرفته میشوند. این چکشها با بخار یا هوای فشرده کار میکنند و با اعمال ضربههای سنگین ، چکشکاری قطعات را انجام میدهند.
برای ساخت قطعاتی چون محور کشتیها ، میللنگها ، لولههای توپ ، دیگهای بخار و غیره توسط پرسکاری تهیه میگردند. امروزه برای خم کردن وشکل دادن ورق در صنایع کشتیسازی و ماشینسازی نیز از پرس استفاده میشود.
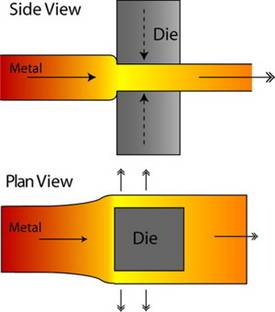
اکستروژن (حدیده کاری)
اکستروژن ، فرآیندی است که بوسیله آن میتوان قطعات و اشکالی را تولید نمود که تقریبا با هر روش ساخت دیگری غیر ممکن میباشد. در این روش ، فلز را تحت تاثیر نیروی زیاد وارد قالبی نموده ، به شکل مورد نظر (نظیر لوله ، سیم و مقاطع مخصوص) بیرون میآورند. آلومینیوم ، سرب ، روی ، قلع و برخی از فولادها از جمله موادی هستند که تحت فرآیند اکستروژن قرار میگیرند.
کشیدن
کشیدن ، عبارت است از امتداد دادن و کشیدن ورق برای تولید اشکال با سطوح مختلف. در این روش ، ورق فلزی حداقل در یک جهت فشرده میشود. این فرآیند میتواند بهصورت کشیدن قطعه از درون قالب (بر خلاف روش اکستروژن) انجام پذیرد و قطعاتی نظیر لولههای بدون درز ، قطعات سقف اتومبیل ، پوکههای فشنگ ، ظروف حلبی و ماهیتابهها به این روش تهیه میشوند.
جوشکاری
بطور کلی ، جوشکاری عمل اتصالات دادن قطعات فلزی به یکدیگر توسط گرم کردن محلهای تماس تا حالت ذوب یا خمیری است که اتمهای هر دو قطعه فلز در منطقه جوش در هم نفوذ کرده ، پس از سرد شدن اتصال محکم ایجاد مینمایند.
برای ایجاد حالت ذوب یا خمیری ، انرژیهای الکتریکی و شیمیایی بهعنوان منابع حرارت بکار برده میشوند.
برای تامین این انرژیها از ژنراتور یا اشتعال مخلوطی از گازهای سوختنی نظیر استیلن ، هیدروژن ، گازهای طبیعی ، بخار بنزین ، بنزول و اکسیژن استفاده میگردد. بسته به نوع جوشکاری ، به ابزار دیگری نظیر الکترود ، انبر جوشکاری ، ماسک ، مشعل ، کپسول گاز ، میز کار ، پردههای حفاظتی و غیره نیاز میباشد. الکترود ، مفتول فلزی میباشد که جنس آن به نوع فلز جوشدادنی بستگی دارد.
اطراف این مفتول ، از ترکیبات شیمیایی مختلف پوشیده شده است تا از نفوذ اکسیژن ، ازت ، هیدروژن به منطقه ذوب یا خمیری جلوگیری کنند. فلزات مصرفی در الکترودها عموما انواع فولادها ، چدنها و فلزات غیر آهنی مانند مس ، برنج ، برنز و آلومینیم میباشند. جوشکاری و لحیمکاری از هنرهای قدیمی محسوب میشوند و در زمانهای گذشته توسط رومیان برای اتصال ذرات طلا در زیور آلات بکار گرفته میشدند.
امروزه روشهای جوشکاری متعددی در صنعت بکار برده میشود که به چهار گروه جوشکاری فشاری ، جوشکاری ذوبی ، جوشکاری زرد و لحیمکاری تقسیم میشوند. برخی از مهمترین این روشها عبارتند از: جوش با قوس الکتریکی ، جوش گاز ، جوش آهنگری ، جوش القایی ، جوش مقاومتی ، جوش سیلانی و لحیم سخت و نرم.
ماشینکاری
فرآیند ماشینکاری عبارت از شکل دادن مواد توسط تراوش و برش میباشد. این عمل بوسیله ابزارها و ماشینهای تراوش و برش انجام میگیرد. مقدار قشری که از قطعه اولیه برداشته میشود تا قطعه صیقلی و نهایی ایجاد گردد، اصطلاحا تراوش خور مینامند. بهمنظور رعایت مسائل اقتصادی ، مقدار تراوش خور باید حداقل باشد تا مصرف فلز و هزینههای تراشکاری کاهش یابد.
در برشکاری (قیچیکاری) نیز برای برش و جدا کردن فلز از دو نیروی متقابل استفاده میشود. این نیروها ، توسط دو تیغه (با فاصله از یکدیگر) اعمال میشوند که با نیروی کافی موجب از همگسیختگی و شکسته شدن فلز میگردند. در ماشینکاری قطعات ، بر حسب نوع کار از ماشینهای تراوش ، فرز ، مته صفحه تراش ، کلهزنی ، سنگ زنی ، تیز کاری و سوراخکن استفاده میشود که معمولا این قطعات ، خود محصول فرآیندهای ریختهگری ، آهنگری ، نورد و غیره میباشند.
ماشینکاری فلز با وسایل تخلیه الکتریکی پر فرکانس نیز فرآِیند نسبتا جدید است که به میزان وسیعی بکار گرفته میشود. این روش ، برای ماشینکاری اشکال پیچیده و بریدن مقاطع نازک از نیمههادیها و آلیاژهای وسایل فضایی بکار میرود.
سخن آخر
با جمع بندی مطالب ذکر شده میتوان چنین نتیجه گرفت که تقریبا غیر ممکن است تصور کنیم هر شیئی که در زندگی روزمره بکار میبریم، حاوی فلز نبوده ، یا نیازی به فلز برای ساخت و تولید آن نباشد. کلیه اشکال حمل و نقل ، شامل اتومبیل ، کشتی ، هواپیما و قطار برای حرکت فلزات یا اجزا فلزی نیازمند میباشند و تقریبا همه چیز از آسمانخراشها ، ابزارها ، ماشینآلات و غیره تا توزیع الکتریسیته به فلزات وابسته است. بهعبارت دیگر ، امروزه متالوژی در کلیه صنایع نقش ایفا میکند. لذا برای پیشرفت در تمامی صنایع ، کسب دانش وسیع و عمیقی از مواد ، فرآیندها و ابزارهای لازم برای تبدیل مواد به محصولات تمام شده ، ضروری است.