You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
تایپیک مرجع CNC (آموزش و رفع اشکال)
- شروع کننده موضوع parsa_r
- تاریخ شروع
سلام petramجان من نتونستم مستر کم برای ویندوز 64 بیت پیدا کنم و تونستم پاور میل 8 را نصب کنم میتونم با پاور میل از شما کمک بگیرم یا حتما باید ویندوز را عوض کنم و مستر کم را نصب کنم؟با تشکرx4 wa x5 ehtiaj be nasbe solid nadare
مجتبی ورشاوی2
عضو جدید
سلام دوست عزیز ؛سلام petramجان من نتونستم مستر کم برای ویندوز 64 بیت پیدا کنم و تونستم پاور میل 8 را نصب کنم میتونم با پاور میل از شما کمک بگیرم یا حتما باید ویندوز را عوض کنم و مستر کم را نصب کنم؟با تشکر
متاسفانه پترام جان به واسطه ملزومات کاری بیشتر با مسترکم سر وکار دارند وراهنمایی های ایشان برای این نرم افزار است .
در صورتی که در مورد پاورمیل سوالی داشتید من قادر به پاسخ گویی خواهم بود یک سالی است که مرتب با این نرم افزار سر وکار دارم .
باتشکر"
مجتبی ورشاوی2
عضو جدید
ایول....
یه تجدید پیمان با ای کی یو خودم کردم چون دیشب اسپیندل جام کرد...
ولی داغ کردنش هنوز برام سواله
به شما پیشنهاد می کنم تا یک سرویس کامل به دستگاه نزدیک نشوید , هر فشاری بر دستگاه مساوی با هزینه تعمیرات بالا تر برای شما خواهد بود
با تشکر از آقا مجتبیسلام دوست عزیز ؛
متاسفانه پترام جان به واسطه ملزومات کاری بیشتر با مسترکم سر وکار دارند وراهنمایی های ایشان برای این نرم افزار است .
در صورتی که در مورد پاورمیل سوالی داشتید من قادر به پاسخ گویی خواهم بود یک سالی است که مرتب با این نرم افزار سر وکار دارم .
باتشکر"
من در حال حاضر نرم افزار را نصب کردم و دارم کتابش را میخوانم و همزمان کاتالوگ تراش و فرز fanuc را میخوانم تا اطلاعاتم بیشتر شود بدلیل اینکه فعلا به دستگاه دسترسی ندارم مجبورم یکسری مسائل را که در عمل لازم هست از شما کمک بگیرم و همچنین اطلاعات ماشین های داخل ایران.لطفا اگر با skype کار میکنید id ان را برام بفرستید.البته با توجه به اینکه اقا پدرام هم تجارب ارزشمندی دارند از ایشان هم کمک میگیرم و سعی میکنم ویندوز 32 را نصب تا بتونم با مستر کم هم اشنا شوم .
با تشکر از آقا مجتبی و اقا پدرام
سلام اقا مجتبی اگه امکان داره سر فصل کارهایی که من باید انجام بدم را برام بگید و اگه جزوه ای دارید خصوصا در مورد حل یک مثال عملی در پاور میل بدید . من تا اندازه ای جلو رفتم وبصورت ابتدایی تا مرحله دیدن مسیر ابزار در یک بلوک پیش رفتم و پس از کلیک روی ایکون launch Autocad پیغام اخطار از دست دادن داده ها می اید و پس از تایید کردن وارد مرحله ای میشوم که میگه project معرفی کنید و یکسری اطلاعات دیگر . ایا درست رفته ام؟اگه امکان داره مراحل جهت یک مثال ساده مثلا ایجاد یک شیار وسط یک بلوک را برام بگید؟ ایا پاور میل برای تراش هم قابل استفاده است اگر هست چگونه؟وچطور میتونم با نوع و مارک ابزار ها و سیستم های کلمپ ابزار رند بازار ایران اشنا بشم؟همچنین برای اشنایی با تکنولوزی فرز کاری برای تنظیمات فنی پروسه ماشین کاری چه پیشنهادی میکنید؟ با تشکر فراوان و امید که این بحث ها برای دیگران هم مفید باشد.سلام دوست عزیز ؛
متاسفانه پترام جان به واسطه ملزومات کاری بیشتر با مسترکم سر وکار دارند وراهنمایی های ایشان برای این نرم افزار است .
در صورتی که در مورد پاورمیل سوالی داشتید من قادر به پاسخ گویی خواهم بود یک سالی است که مرتب با این نرم افزار سر وکار دارم .
باتشکر"

مجتبی ورشاوی2
عضو جدید
قبلا هم با این داک پست برنامه گرفته بودی ؟سلام دوستان به نظرتون مشکل از کجاست؟
مشاهده پیوست 81404
خودم نه ولی دوستم گرفته.قبلا هم با این داک پست برنامه گرفته بودی ؟
مجتبی ورشاوی2
عضو جدید
برای من هم پیش آمدهخودم نه ولی دوستم گرفته.
گاهی وقت ها این خطا را میدهد اما یک بار که برنامه را می بندم وباز میکنم درست می شود .
شما چه کردید ؟
مجتبی ورشاوی2
عضو جدید
با سلام خدمت دوستان سی ان سی کار
سی ان سی که من باش کار میکنم وقتی یه دایره میزنه،حدود 1/ میلیمتر سوراخ، دو پهلو (out of roundness)هستش!
قطر سوراخ =45 میلیمتر
ابزار=فرز انگشتی
دستور اجرا=G2 که یه دور کامل بزند
علت چیه؟طبیعیه؟
چطوری میشه مشکلو رفعش کرد؟
- کنترل شما توانایی پردازش کافی ندارد بنابراین سوراخ اووال می گردد:
فید دستگاه را ( کاتینگ فید ریت ) در هنگام زدن سوراخ ها کم کنید
حتما بک لش های دستگاه را در اینده کنترل کنید
باتشکر
با تشکر از جوابی که دادید.- کنترل شما توانایی پردازش کافی ندارد بنابراین سوراخ اووال می گردد:
فید دستگاه را ( کاتینگ فید ریت ) در هنگام زدن سوراخ ها کم کنید
حتما بک لش های دستگاه را در اینده کنترل کنید
باتشکر
کنترل دستگاه،زیمنس 802d sl هستش.
در قسمت backlash compensation مقدار backlash را وارد کردم.backlash دستگاه را با ساعت اندیکاتور چک کردم.حدود 01/ میلیمتر هستش که فکر نمیکنم بد باشه.
آیا 1/ میلیمتر خطا طبیعیه برای قطر سوراخ 45 میلیمتر؟
مجتبی ورشاوی2
عضو جدید
با تشکر از جوابی که دادید.
کنترل دستگاه،زیمنس 802d sl هستش.
در قسمت backlash compensation مقدار backlash را وارد کردم.backlash دستگاه را با ساعت اندیکاتور چک کردم.حدود 01/ میلیمتر هستش که فکر نمیکنم بد باشه.
آیا 1/ میلیمتر خطا طبیعیه برای قطر سوراخ 45 میلیمتر؟
چاره ای جز افزایش صبر خود ندارید :
باید تیکنس فاینال را کم بگیرید ومثلا در 0.3 میلی متر باقی مانده اندازه گیری داشته باشید (میکرومتر ) وبا بازی کردن با تیکنس برنامه سوراخ را به حد تلورانس نزدیک کنید .
* درصورتی که امکان آن هست برای کالیبریشن با متخصص تماس بگیرید .
باتشکر
سلام
دوستان یکی از مشتریهای شرکت ما درخواست تراش و فرز ۳۰۰ قطعه کرده که فایلشو،، IGS،، ضمیمه کردم .
جنسش از ،، 42CrMOV4،، قطعات تراشکاری شدن و باید فقط فرزکاری بشن .
چون تعداد قطعات بالاست خشن کاری سطحهایی که در فایل به رنگ قرمز مشخص شده زمان زیادی میبره .
حالا اگر مایلید با نرم افزارهاتون فقط قطعه را خشن کاری کنید تا سطوحی که به رنگ قرمز مشخص شده روی کار ایجاد بشه ،
انتخاب ابزار با خودتون ، بهتره که ابزار را در اینترنت پیدا کنید ،
مهم اینه که زمان تقریبی را برای خشن کاری یک قطعه بدست بیارید و بدونید ابزارتون چند تا قطعه را فرز میکنه .
دوستان یکی از مشتریهای شرکت ما درخواست تراش و فرز ۳۰۰ قطعه کرده که فایلشو،، IGS،، ضمیمه کردم .
جنسش از ،، 42CrMOV4،، قطعات تراشکاری شدن و باید فقط فرزکاری بشن .
چون تعداد قطعات بالاست خشن کاری سطحهایی که در فایل به رنگ قرمز مشخص شده زمان زیادی میبره .
حالا اگر مایلید با نرم افزارهاتون فقط قطعه را خشن کاری کنید تا سطوحی که به رنگ قرمز مشخص شده روی کار ایجاد بشه ،
انتخاب ابزار با خودتون ، بهتره که ابزار را در اینترنت پیدا کنید ،
مهم اینه که زمان تقریبی را برای خشن کاری یک قطعه بدست بیارید و بدونید ابزارتون چند تا قطعه را فرز میکنه .
مجتبی ورشاوی2
عضو جدید
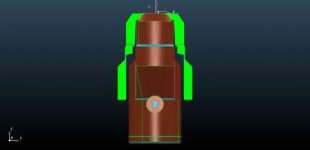
ابزار هلدر 32 آپی کاتی 10
زمان ماشین کاری 2ساعت وبیست دقیقه (مرحله اول )
میزان استپ داون 0.3
روش ماشین کاری :
من از یک برنامه فنیش همراه با تیکنس 0.3 استفاده کردم (برنامه constant z)
شکل حرکت ابزار با این استراتژی اسپیرال است وبه دور قطعه حرکت میکند
نکته : از آنجا که قطر هولدر 32 است ابزار پشت متریال نمی ماند
درمرحله دوم باید حلقه وسطی را ماشین کاری کرد
باتشکر
زمان ماشین کاری 2ساعت وبیست دقیقه (مرحله اول )
میزان استپ داون 0.3
روش ماشین کاری :
من از یک برنامه فنیش همراه با تیکنس 0.3 استفاده کردم (برنامه constant z)
شکل حرکت ابزار با این استراتژی اسپیرال است وبه دور قطعه حرکت میکند
نکته : از آنجا که قطر هولدر 32 است ابزار پشت متریال نمی ماند
درمرحله دوم باید حلقه وسطی را ماشین کاری کرد
باتشکر
پیوست ها
-
 1.jpg6.6 کیلوبایت · بازدیدها: 0
1.jpg6.6 کیلوبایت · بازدیدها: 0
مجتبی ورشاوی2
عضو جدید
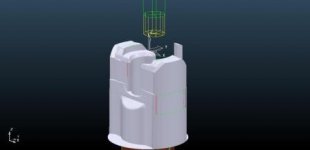
نمای خشن کاری شده .(در مطلب قبلی اشاره کردم )
راستی پترام جان ما خیلی وقت ها از برنامه های فنیش برای خشن کاری معدودی از قطعات مانند این استفاده میکنیم
راستی پترام جان ما خیلی وقت ها از برنامه های فنیش برای خشن کاری معدودی از قطعات مانند این استفاده میکنیم
پیوست ها
-
 2.jpg6.3 کیلوبایت · بازدیدها: 0
2.jpg6.3 کیلوبایت · بازدیدها: 0
نمای خشن کاری شده .(در مطلب قبلی اشاره کردم )
راستی پترام جان ما خیلی وقت ها از برنامه های فنیش برای خشن کاری معدودی از قطعات مانند این استفاده میکنیم
سلام
آقا مجتبی زمان خشن کاری برای دو طرف قطعه نباید بیشتر از ۱۵ دقیقه بشه ، یک تیپ بهت میدم ، شما میتونی قطعه رو در گیره
هم ببندی و یک سمت کار را کمپلت فرز کنی ، ولی شما اینطور در نظر بگیر که یک دستگاه چهار محور در اختیار دارین افقی یا عمودی فرقی نمیکنه ، قطعه را از سمت چپ و راست فقط خشن کاری کن .
برای فرز کاری هم از روش ،، 2D،، و ،، 3D،، استفاده کن ،
یک نگاه هم به این کلیپ بنداز ،
BaBak.Turk
اخراجی موقت
برنامه نویسی سی ان سی ها با مارک های مختلف با هم فرق دارند؟ منظورم جی کدهاشون هست؟
مجتبی ورشاوی2
عضو جدید
سلام پترام جان ماشین کاری را همانجور که گفتی گرفتم :سلام
آقا مجتبی زمان خشن کاری برای دو طرف قطعه نباید بیشتر از ۱۵ دقیقه بشه ، یک تیپ بهت میدم ، شما میتونی قطعه رو در گیره
هم ببندی و یک سمت کار را کمپلت فرز کنی ، ولی شما اینطور در نظر بگیر که یک دستگاه چهار محور در اختیار دارین افقی یا عمودی فرقی نمیکنه ، قطعه را از سمت چپ و راست فقط خشن کاری کن .
برای فرز کاری هم از روش ،، 2D،، و ،، 3D،، استفاده کن ،
یک نگاه هم به این کلیپ بنداز ،
ابزار coro millبا قطر 24
دور ابزار من: 2000
فید ابزار :1500
و استپ داون (step down):
یک میلیمتر
مدت برنامه برای هر طرف 19 دقیقه شد که باز هم از مکان شما زیاد تر است ( دوبرابر)
سوال : فید وسرعت اسپیندل شما چقدر است .
2- بار ابزار من یک میلی متر بود ومن تا حالا این میزان استپ دوان نداده بودم ---- استپ داون شما چقدر است ؟
مجتبی ورشاوی2
عضو جدید
بله :برنامه نویسی برای کنترل های مختلف اندکی با دیگری متفاوت استبرنامه نویسی سی ان سی ها با مارک های مختلف با هم فرق دارند؟ منظورم جی کدهاشون هست؟
سلام پترام جان ماشین کاری را همانجور که گفتی گرفتم :
ابزار coro millبا قطر 24
دور ابزار من: 2000
فید ابزار :1500
و استپ داون (step down):
یک میلیمتر
مدت برنامه برای هر طرف 19 دقیقه شد که باز هم از مکان شما زیاد تر است ( دوبرابر)
سوال : فید وسرعت اسپیندل شما چقدر است .
2- بار ابزار من یک میلی متر بود ومن تا حالا این میزان استپ دوان نداده بودم ---- استپ داون شما چقدر است ؟
سلام
آقا مجتبی شما باید از روش ،، Highfeedmilling،، استفاده کنید ،
هولدری که من بکار بردم قطرش ۵۰ میلیمتر و ۱۲ دندانه داره اگر به فایل ،، PDF،، توجه کنی اینزرت ،، AOMT07،، فرم ،، HJ،، شکلش مثل ،، APKT، هست ولی در واقع اینزرت با سرعت پیشروی بالاست ، قیمت هر اینزرت ۹ یورو و هولد رش ۳۵۰ یورو .
هر لبه برنده اینزرت ۲۵ قطعه را فرز میکنه ،در واقع پنج ساعت نیم براده برداری میکنه ،
برای ۳۰۰ قطعه احتیاج به ۷۲ اینزرت داریم ،
قیمت اینزرتها با هولدر ۱۰۰۰ یورو ، ۲۵۰۰۰۰۰ تومان
فرز کاری یک قطعه کمپلت با فینیش کاری و غیره ۳۵ دقیقه ،
زمان صرفهجویی شده با ابزارهای جدید برای ۳۰۰ قطعه ۱۵۰ ساعت ، یعنی ۱۸۰۰۰ یورو ، ۴۵۰۰۰۰۰۰ میلیون تومان ،
اینزرتها خیلی نرم برش میدن و فشار به دستگاه نمیاره و ۸۰ درصد گرمای تولید شده به برادهها منتقل میشه ،
ap=0.6
fz=0.6
Vc=110000
S=700n/min
F=5000mm/min
http://www.aparat.com/v/7e6caaebe66fce2f69c97ac35cf26da7145403
مجتبی ورشاوی2
عضو جدید
تشکر پترام جان من در حال مطالعه این مهم هستم
ممنون
ممنون
amintabrizli
عضو جدید
برنامه نویسی سی ان سی ها با مارک های مختلف با هم فرق دارند؟ منظورم جی کدهاشون هست؟
دو نوع زیمنس و فانوک (80% کنترلرهای موجود در بازار ایران از این نوع هستند)در برنامه نویسی ماکزیمم در 20%G کدها تفاوت دارند البته در سبک نگارش بعضی از پارامترها هم تفاوتهایی دارند.بعضی دیگر از کنترلرها مثله هایدن هاین رویه برنامه نویسی کاملا متفاوتی با دو گروه قبلی دارند
amintabrizli
عضو جدید
با کنترلر زیمنس 810d سروکار دارم که جبران شعاعی نمی کنه در واقع G41/G42 عمل نمی کنن.خواستم بدونم کسی می دونه علت چی می تونه باشه؟؟؟؟ ممنون می شم اگه کسی اطلاعاتی داره راهنمایی بکنه
مجتبی ورشاوی2
عضو جدید
با کنترلر زیمنس 810d سروکار دارم که جبران شعاعی نمی کنه در واقع G41/G42 عمل نمی کنن.خواستم بدونم کسی می دونه علت چی می تونه باشه؟؟؟؟ ممنون می شم اگه کسی اطلاعاتی داره راهنمایی بکنه
یکی از برنامه هایی که اجراکرده ای را بزار ببینم چجوریه
Similar threads
| Thread starter | عنوان | تالار | پاسخ ها | تاریخ |
|---|---|---|---|---|
|
|
تایپیک مرجع قالب سازی(آموزش و رفع اشکال) | ساخت و تولید | 208 | |
|
|
تایپیک مطالب ویژه تالار ساخت و تولید | ساخت و تولید | 94 | |
| 1 | درخواست مرجع | ساخت و تولید | 0 | |
| M | سلام دوستان کتابای مرجع برای درس ساخت چیه؟ | ساخت و تولید | 0 | |
| A | بهترین مرجع NDT | ساخت و تولید | 0 |